



西式火腿包括高温火腿与低温火腿两类。
高温火腿是指在生产时,采用高压杀菌,产品可在常温下较长期贮存。以圆罐或马蹄形罐包装。低温火腿是指在生产时采用巴氏消毒进行热处理,国内销售一般采用塑料袋或膜包装,故又称袋(膜)装火腿;出口产品在塑料袋外用长方形马口铁罐包装,以便于长途运输,其成品需在低温下运输与保藏。
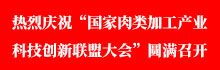
高温罐装火腿生产工艺流程如图1所示。
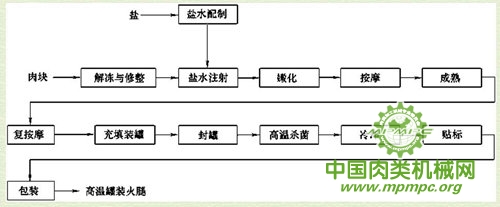
图1 高温罐装火腿生产工艺流程
低温火腿生产工艺流程如图2所示。
西式火腿制造关键装备
一、生产线介绍
西式火腿生产线,目前国内尚未有定型产品可选择,多从国外引进生产线。当前世界上较著名的火腿设备制造厂家有20余家,如荷兰的Langen 、Belam、Stark 、Protecon,丹麦的Scanio、Wolfking,德国的At mos、Myac 、SST,法国的Kaufler,西班牙的Metalqujmia,奥地利的Injectstar,瑞士的Suhner等。这些厂家根据各自研究的工艺要求,在设备设计上主要区别在于盐水的处理、注射量的多少、嫩化和滚揉的形式、充填方法以及杀菌冷却方式等。因此,对生产线的选择应根据生产火腿产品的品种、包装工艺要求,分别进行选用,或自行配套组合。
1、荷兰Langen火腿生产线
该生产线的主要特点是采用快速滚揉,使用真空强制注射、嫩化和滚揉三合一机组。每桶肉块在真空条件下经过反复多次盐水注射与针刺嫩化,同时施于搅拌、揉搓、挤压、甩打、翻滚等动作的按摩,运动剧烈,使盐水注射、嫩化、滚揉三道工序,在三合一机组上一次完成,处理时间短,产品质量均一,清洁卫生。生产线采用立式真空充填,充填后的塑料袋采用立式热封,对入模后的火腿用弹簧顶整体集装加压,进行杀菌冷却。
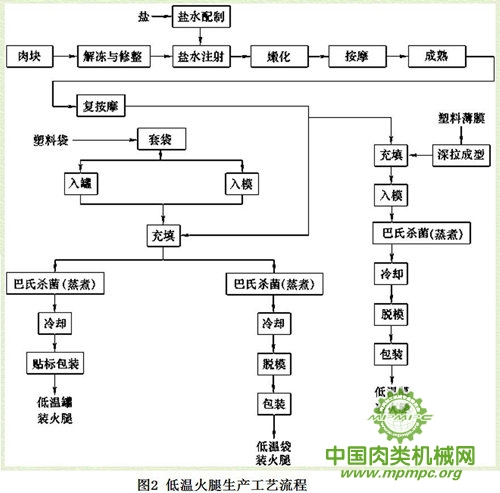
生产线示意图如图3所示。
图3 荷兰Langen火腿生产线示意图
1、盐水配置设备 2、提升倒料装置 3、标准量肉车 4、盐水计量器 5、真空注射、按摩、嫩化三合一机组 6、肉车 7、提升倒料装置 8、蒸煮架 9、塑料袋安装器 10、火腿肉模 11、真空充填机 12、控制柜Ⅰ 13、输送带 14、塑料袋翻提机 15、塑料袋真空封口机 16、加盖装置 17、控制柜Ⅱ 18、提升机 19、弹簧顶加压器 20、弹簧顶部件 21、挤压部件安装设备 22、冷却架取卸设备 23、带压缩空气设备的工作台 24、运模盖车 25、蒸煮杀菌柜 26、冷却柜
荷兰Langen生产线制造工序如图4所示。
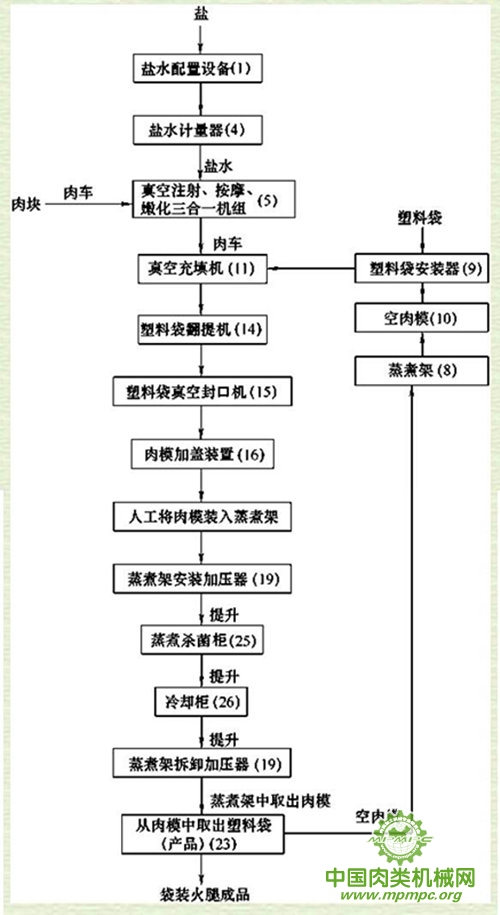
图4 荷兰Langen火腿生产线制造工序
2、德国Myac火腿生产线
该生产线的主要特点是采用低温盐水注射和挤压式蛋白活化,通过挤压技术使肉块表面积增加,并使肌原纤维暴露,加强了肌球蛋白络合体的膨胀能力,使盐水更易于吸收。生产线采用了MAX型真空按摩机,利用卧式搅拌桨在按摩桶内翻动搅拌,本身带有自冷、真空和吸料装置,配以挤压嫩化技术。按摩时间4h左右。其生产线示意图如图5所示。

图5 德国Myac火腿生产线示意图
1、水混合及冷却机 2、盐水注射机 3、蛋白活化机 4、真空按摩机 5、顶部进料式真空包装机 6、压模机
二、生产线组成
西式火腿生产的主要设备有:
(1) 盐水配制设备 由盐水配制槽、贮存槽、搅拌器组成。有的还带有制冷和冷却设备。
(2) 盐水注射机 盐水过滤回收系统,用于向火腿原料中注射腌制盐水等混合液。
(3) 嫩化机或蛋白活化机 分为针刺式、刀辊式和挤压式等,用于火腿原料的嫩化处理。
(4) 按摩装置 分为立式搅拌按摩、卧式搅拌按摩、卧式滚筒按摩及翻转式摔跌按摩等。
(5) 充填设备 分为卧式充填机、立式充填机和薄膜自动包装机等。有的设备还可兼用于香肠的充填。
(6) 封罐机 高温火腿可采用真空封罐机;5kg装长方形罐低温火腿采用美国 FMC公司或美国大陆制罐公司真空封罐机。
(7) 塑料袋封口机 专用于低温袋装火腿的热封机。多为立式、也有在卧式充填机中采用卡环结扎装置代替。
(8) 杀菌和冷却设备 高温火腿采用高压杀菌釜(锅); 低温火腿采用蒸煮杀菌柜或蒸煮冷却水浴槽。
现以德国Myac火腿生产线和荷兰Langen火腿生产线为例,其设备组成如表1及表2所示。
表1 德国Myac火腿生产线设备一览表
| 序号 | 设备名称 | 型号 | 序号 | 设备名称 | 型号 |
| 1 | 盐水混合和冷却机 | L M800 | 9 | 滚揉机制冷机 | SK2或SK3 |
| 2 | 制冷机 | DK7.5/或7.5/2 | 10 | 卸料容器 | 600L |
| 3 | 肉车 | 200L | 11 | 卸料容器提升机 | |
| 4 | 肉车提升机 | 带滑道 | 12 | 真空包装机 | S M220/2 |
| 5 | 盐水注射机 | N94或N184 | 13 | 压模机 | S型 |
| 6 | 注射机用冷却器 | 200型 | 14 | 不锈钢火腿模具 | |
| 7 | 蛋白活化机 | 650型 | 15 | 杀菌篮 | 500kg肉料 |
| 8 | 卧式真空滚揉机 | MA×3000 MA×5000 或6000 | 16 | 蒸煮杀菌柜 | 1000kg肉料 |
| 17 | 冷却柜 | 1000kg肉料 |
三、加工关键设备
1、盐水注射机
(1) 功能 注射盐水是西式火腿生产的第一道主要工序。使用盐水注射机可将制备好的盐水通过注射迅速进入肉的组织内部并均匀扩散,使肉料进入腌制阶段。
(2) 分类 按注射对象可分为专用型和兼用型。有的专用于肉类,有的则可兼作禽类和鱼类的注射。
按注射针在针板上安装方式,可分为固定式和弹簧式。前者注射针固定安装于针板上,工作时,注射针随针板的上升或下降作同步运动,适用于去骨肉的注射。后者注射针则通过弹簧机构安装于针板上,任何一支针在随针板下降若碰到硬物而受阻时,不致影响整个针板的继续下降,适用于带骨肉的注射。
表2 荷兰Langen火腿生产线设备一览表
| 序号 | 设备名称 | 型号 | 序号 | 设备名称 | 型号 |
| 1 | 盐水配制设备 | P120-1 P120-2 | 13 | 输送带 | |
| 14 | 塑料袋翻提设备 | Z12 | |||
| 2 | 提升倒料装置 | T H2 | 15 | 塑料袋真空封口机③ | S220 |
| 3 | 标准量肉车 | W35 | 16 | 加盖装置 | D116 |
| 4 | 盐水计量器 | P125/UV | 17 | 控制柜II | |
| 5 | 真空注射、滚揉、嫩化三合一机组① | B120/1N1 B120/4N1 | 18 | 提升机 | L50 |
| 19 | 弹簧顶加压器 | A61 | |||
| 6 | 肉车 | W80 | 20 | 弹簧顶部件 | 1477 |
| 7 | 提升倒料装置 | P82 | 21 | 挤压部件安装设备 | A65 |
| 8 | 蒸煮架 | K76 | 22 | 冷却架取卸设备 | U29 |
| 9 | 塑料袋安装器 | B239 | 23 | 带压缩空气设备的工作台 | T287/A62 |
| 10 | 火腿肉模 | M75 | |||
| 11 | 真空充填机② | V170MC或V170MC/LW8 | 24 | 运模盖车 | |
| 25 | 蒸煮杀菌柜 | K75 | |||
| 12 | 控制柜 | D115 | 26 | 冷却柜 | K74 |
注: ①带冷水循环箱、真空泵和真空接管; ②带真空泵和真空接管; ③带真空泵、真空助推器和接管。
按注射针的密度可分为密针型和疏针型。针距分别为7.0mm×12.5mm,25mm×25mm。
(3) 结构原理 众多型号的多针盐水注射机,其结构原理基本相同。荷兰Stork protecon生产的PI-440型盐水注射机具有代表性,故对其结构原理进行介绍。
整机由输送机构、注射装置和盐水系统三部分组成,全部由不锈钢制造。主机为气力驱动,附属盐水泵则为电动。输送器是一个步进式齿条排,在气动元件的驱动下,它随注射针板每上下运动一次而作间歇推进一次。当注射针板下降进行注射动作时,齿条排呈停止状态,肉料受齿条的支承,不会滑动。齿条排可以方便地从机架上取下,以便进行卫生清洗。
所有的注射针借助盐水液压紧固在方形平面针板上。针板呈开放式,以利内部清洗和更换坏的注射针。用于注射带骨肉时,就使用带有伸缩性的注射针。针板的上升和下降靠气力驱动,每分钟冲程数可以调节,并装有数字式电子计数器。
盐水系统包括不锈钢离心泵、过滤器和循环贮槽等。盐水压力可通过变速马达调节,一旦调整固定后,盐水压力将保持恒定。盐水通路仅在注射针板下降时开通,由高性能的气动和电子元件控制。回流的盐水通过三级过滤器进行过滤,过滤器可随时进行清理。盐水注射机的工作过程: 肉料由人工或通过升运机均匀地铺排在输送齿条排上,当肉料间歇地移动到注射针板下方时,即接受盐水注射。齿条排每移动一次的距离一般小于注射针板的纵向尺寸,因此,同一块肉料可接受多次的注射。注射比例(盐水注入量占肉料的百分比) 事先选定,然后通过调节注射压力(泵的转速)得以实现。注射好的肉料经过滑槽进入下一工序——嫩化机。
(4) 技术参数 PI-440型盐水注射机技术参数见表3。
表3 PI-440型盐水注射机技术参数
| 项目 | 参数 | 项目 | 参数 |
| 生产能力(注射比例30%时)/(kg/h) | 3000 | 压缩空气最大耗量/(m3/h) | 9 |
| 工作周期数/(次/min) | 20 | 压缩空气压力/MPa | 0.6 |
| 输送带宽/mm | 400 | 盐水压力/MPa | 0~0.2 |
| 冲程高度/mm | 120 | 盐水泵功率/kW | 2.2 |
| 肉料厚度(最大)/mm | 125 | 流量/(L//min) | 300 |
| 间歇输送距离/(mm/次) | 200 | 过滤器级数/级 | 3 |
| 注射针数量/支 | 400 | 盐水贮槽容量/m3 | 0.27 |
| 直径/mm | Φ3 | 机器质量/kg | 700 |
| 适应范围 | 去骨或带骨肉 | 外形尺寸/mm | 2350×1800×12 |
(5) 选型原则
①西式火腿使用的原料肉多为去骨肉,为使盐水能在肉料内部较快地扩散,选用密针型注射机为好,安装方式无特殊要求。
②生产能力的匹配通常按每小时平均产量的2~3倍来选择盐水注射机的能力,以尽可能缩短加工周期,提高制品质量。
③机器易于装拆清洗,以减少设备对物料的污染。
(6) 控制系统与配套设备 主要控制参数为盐水压力,即输送泵转速的调节,以达到控制注射比例的目的。主要配套设备有盐水调制设备和空气压缩机。盐水调制设备包括固体物料提升机、物料计量装置、带搅拌的贮槽、冷却装置、输送泵等。
(7) 发展趋势 多针型盐水注射机结构比较简单,注射速度快,生产能力大,应用广泛。但它不能精确控制注射比例,进料多采用手工,肉料增加了受污染的机会。为了生产高品质制品,新近出现了一种在密闭真空系统内进行自动和精确定量注射的新型设备,以避免传统注射机的上述缺点。
2、肉料嫩化机
(1) 功能 西式火腿使用的原料多为块状肉,其表面和内部往往有坚韧结缔组织。嫩化机的主要功能是切断或破坏这些结缔组织,获得质地均匀的制成品。同时,经过嫩化处理的肉料,其表面积大为增加,注入的盐水更易扩散,更易于蛋白质的溶出,从而提高制品的黏合性和持水性。
(2) 分类 常用的嫩化机有刀辊式和针刺式两类。刀辊式为独立设备,针刺式有的为独立设备,有的以组合方式合并在多针型盐水注射机上。另外还有一种挤压式嫩化机,是通过对肉的挤压作用以达到嫩化效果的。刀辊式嫩化机结构很简单,由一个盛料箱和两排有特殊刀刃的切刀组成。随刀轴的旋转两排刀片相对旋转,将夹在其间的肉块切出深浅不一的切口,扩大了肉的内层溶出率,以增加产品的黏合性。常用的刀有角钢型刀,其回切也就是增加切割面积。操作时要注意调整刀轴间距,既要保证切口的深度,又要保持肉块的完整性,防止断开。盐水注射机和嫩化机组合示意图见图6。嫩化机角钢型刀排列示意图见图7。
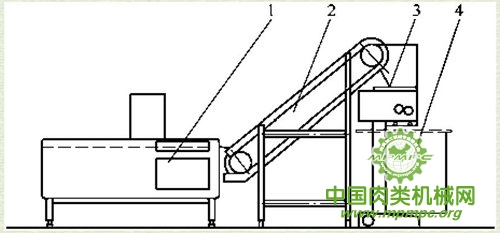
图6 盐水注射机和嫩化机组合示意图
1、盐水注射机 2、提升机 3、刀辊式嫩化机 4、肉车
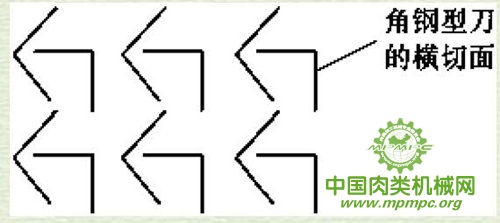
图7 嫩化机角钢型刀排列示意图
(3) 技术参数 PMT-41型刀辊式嫩化机技术参数见表4。
表4 PMT-41型刀辊式嫩化机技术参数
| 项目 | 参数 | 项目 | 参数 |
| 生产能力/(t/h) | ~3 | 两轴中心距/mm | 110~160(可调) |
| 进料高度/mm | 1210 | 刀片总数/片 | 111 |
| 出料高度/mm | 760 | 切割深度/mm | 0~28(可调) |
| 输送速度/mm | 400 | 刀片间隙/mm | 10~40(可调) |
| 肉料厚度(最大)/mm | 120 | 功率/kW | 1.5 |
| 圆盘刀直径/mm | 120 | 机器重量/kg | 300 |
| 刀轴转速/(r/min) | 72 | 外形尺寸/mm | 1100×900×1440 |
3、肉料滚揉机
(1) 功能 滚揉是西式火腿制造的另一个重要工序。滚揉的作用主要是使肉料的肌肉组织松软,使注射到肉块中的盐水加速扩散渗透,促进肌肉内部的盐溶性蛋白质向肉块表面渗出。经过滚揉成熟的肉料,表面充满蛋白质与盐水组成的胶状物质。此胶状物质在加热时凝固,使肉块与肉块紧紧地黏结在一起,切片后,呈均一连续的完整片状。此胶状物质还能阻止肉块里面的汁液外渗,有利于提高制品的持水性和鲜嫩性。
滚揉机的作用,是通过某种机械力对肉料施加搅拌、揉搓、挤压、甩打、翻滚等动作,使肉料达到按摩目的。
(2) 分类
①滚揉机按搅拌方式,分为立式和卧式两种。
立式滚揉机:靠立式搅拌器将肉料进行低速搅拌,盛肉容器为圆筒形或方形。该机通常做成可移动式,以往返于腌制间与充填间之间。容器容积在200~850L有多种规格。装肉量可达容积的80%,但自动化水平低,搅拌常有死角。
卧式滚揉机:该类型滚揉机中只有少数型号带有横轴搅拌器,大多数型号均不存在搅拌轴,而是靠容器的滚动使肉料翻转得以搅拌。容器圆筒的内壁焊有螺旋形叶片,滚揉作用是通过肉的上升跌落而实现的,故要求有较大的容积,装肉量不宜超过容积的 60%,卧式滚揉机的容积往往比立式滚揉机大得多。每次装肉量在700~3000kg,又有各种不同规格。此型机一般由机械自动进出料,自动化水平高。
②按机器的能否分离,分为一体型和分离型。
一体型:盛肉容器和设备本体不能分开,肉料的取出不方便,设备的效能不能充分发挥。
分离型:盛肉容器与本体相分离,肉料的卸出采用出料装置; 可同时配备多个容器轮流滚揉,效能得到充分发挥。
③按工作状态,分为常压式和真空式。
常压式:立式机多属此类。机型结构较简单,但滚揉时,肉料暴露在空气中易被氧化,生成气泡,产品质量不佳。
真空式: 卧式机多属此类。可防止肉料受空气氧化,不易生成气泡,还有利于盐水在肉中渗透,适用于生产高质量的产品。
(3) 结构原理
①立式常压滚揉机。机器由不锈钢容器和搅拌装置组成。容器多为方形,上沿安装有横梁,横梁上装有电动机和减速器,带动垂直搅拌轴,搅拌轴转速在2~20r/min 可以调节。由于搅拌叶的形状、结构及尺寸与滚揉效果有密切关系,因此,经常有新型式的搅拌叶出现。
②卧式真空滚揉机。机器由带密封盖的不锈钢圆筒容器、机座及传动装置三部分组成。圆筒容器的内壁焊有螺旋形叶片,对肉料能起到导向移位作用。容器横卧式机座滚柱上,传动装置带动滚柱转动而使容器转动。
肉料通过提升装置加入到容器中,关上带后接通真空。当容器转动时,肉料随容器内壁螺旋状叶片上升而上升,达到一定高度后靠自重跌落,形成相互碰撞摩擦而起到滚揉作用。
(4)技术参数 各类滚揉机技术参数见表5。
表5 各类滚揉机技术参数
| 型式 | 立式 | 卧式 | 卧式 | 卧式 |
| 型号 | DK-81 | CA750 | GA1500 | W-7-2000 |
| 容量/kg | 750 | 750 | 1500 | 2000 |
| 搅拌转速/(r/min) | 2.1/8 | 2~15 | 2~15 | 2/4/8 |
| 电动机功率/kW | 0.75 | 1.8 | 4.0 | 4.3 |
| 外形尺寸/mm | 1220×1035×1866 | 1820×1220×1970 | 2210×1520×2020 | 2200×2000×2080 |
| 净质量/kg | 340 | 895 | 1100 | 1310 |
(5) 选型原则 按摩机的型式、类别、规格多种多样,选型的主要原则是根据西式火腿产品的品质要求、生产规模以及机械化自动化程度要求而定。品质要求一般,生产规模小,机械化自动化要求不高,可选用立式常压按摩机,反之,则应选用卧式真空按摩机。
(6) 控制系统与配套设备 主要控制参数有转速调节和运转定时。配套设备有进料提升机,出料小车以及真空装置。按摩操作时要求环境温度在0~6℃。
4、注射、嫩化、滚揉三合一机
(1) 功能和特点 注射、嫩化、滚揉三合一机是西式火腿制造比较理想的组合设备。它集注射、嫩化、滚揉三种功能于一体,可在一台设备上完成通常由三部单机完成的操作功能。这种组合设备与三台单机相比,特点有:①能精确地控制盐水注射量,提高出品率; ②机械化自动化程度高,可实现全自动程序控制;③整个系统密闭,卫生水平和产品质量明显提高; ④设备占地紧凑,省去中间输送环节。
(2) 结构原理 整机由滚揉和输送两个部分组成。
滚揉部分包括机架,滚揉Y型桶和驱动装置。机架由空心方钢焊接而成。滚揉Y型桶的三个方向互成120°,分别是注射角、嫩化桶和盛肉桶,其中与盛肉桶是活动连接,可以卸下或接上。Y型桶通过两个中心轴和轴承安装在机架上,可在空间绕中心轴旋转。当装满肉料的盛肉桶经机械手提升接合到Y型桶以后,开动驱动装置,整个Y 型桶便在空间作风车状回转。此时,肉料依次从盛肉桶落到注射桶,又从注射桶落到嫩化桶,然后又从嫩化桶落到盛肉桶,如此循环往复,使肉料不断受到注射、嫩化和滚揉。注射桶的底盖上安装有4组共304支注射针,Y型桶每回转一周即进行一次盐水注射。嫩化桶的底盖上则装有同样数量的实心针,对肉料起穿刺嫩化作用。Y型桶的回转由油马达驱动 (一般为8r/min),有三种速度可供选择。
输送部分(如图8所示) 是一个水平旋转推动机构,由一个立轴带动盛肉桶(肉车) 作间歇运动。B120/4-N型的输送机构呈十字状,附有4个推板,分别与4个肉车接合,依次将肉车推送到Y型桶的正下方,然后再由机械手将肉车提起,与Y型桶联接在一起。注射嫩化、滚揉三合一机外形如图8所示。
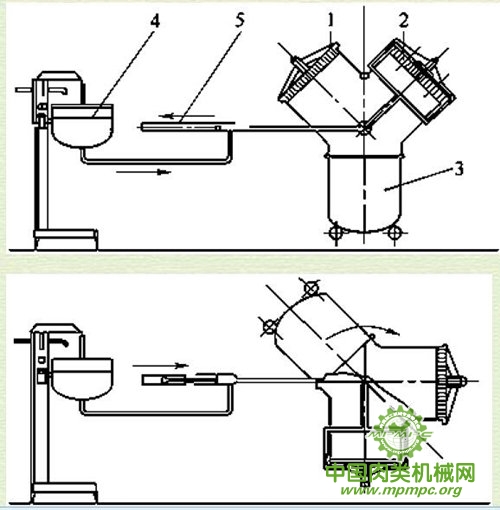
图8 真空注射、嫩化、滚揉三合一机示意图
1、滚揉桶 2、注射桶 3、盛肉桶(肉车) 4、盐水计量器 5、盐水泵
(3) 技术参数 见表6。
表6 真空注射、嫩化、滚揉三合一机技术参数
| 型号 | B120-4N | B120-13N |
| 肉车容积/L | 600 | 600 |
| Y型桶总容积/L | 1800 | 1800 |
| 生产能力/(kg/d) | 2400 | 7800 |
| 主传动功率/kW | 11.25 | 11.25 |
| 辅助传动功率/kW | 3 | 3 |
| 传送装置功率/kW | - | 4.1 |
| 真空泵功率/kW | 5.6 | 15 |
| 水消耗量/(m3/h) | 1.1 | 4 |
| 外形尺寸/mm | 5070×4000×3150 | 10780×4000×3150 |
(4)控制系统 系统设有两个控制屏。一是设备的工作过程控制,二是各种工作过程的时间控制。
工作过程控制包括:电源指示、真空泵工作指示、马达故障显示、控制方式选择、各种油泵的启动或停止、紧急停车、自动报警等。
工作过程的时间控制包括:每天运转总时间(一般定为20h)、每轮换一个肉车的周期、每个周期中的肉车输送时间、抽真空时间、Y型桶回转时间、Y型桶的转速预选、每个肉车注射次数计数、真空度过低的显示、周期过长显示等。机器的运转将按照这些预先设定的时间和程序自动进行,基本上可实现无人操作。
(5) 注射盐水的定量 该机的一大特点是能实施盐水注射的精确定量。
制备好的盐水贮存于盐水计量器中(如图8所示)。盐水的注射由一气动活塞泵进行,当活塞向左运动时,从盐水计量器中抽吸盐水; 活塞向右运动时,将盐水压至注射头对肉料进行注射。Y型桶每旋转一圈,气动活塞动作一次,而且是发生在Y型桶中的注射桶处于最低位置时。此时,注射针垂直向上,肉料从上落下,使注射针插入肉料中。
注射盐水的精确定量是指按产品的工艺要求事先确定的注射比率得到的精确定量。首先,按肉料重量和注射比率求出需要注射的盐水总量B。然后计算每进行一次注射的注射量b(kg):b=B/TS
式中 B——注射的盐水总量,kg
T——实施注射的时间,min
S——Y型桶的转速,r/min
求出b以后,可在机器上调节气动活塞泵的行程,使行程指针对准某一刻度,便能自动实施精确的定量注射。
(6) 配套设备 主要配套设备有真空泵、空压机、肉车、盐水贮槽、肉车提升倒料装置等。此外,注射、嫩化、滚揉三合一机的工作环境温度需保持在6℃左右。
5、充填机
(1) 功能 西式火腿的充填,是将经过按摩成熟的肉料充填入罐、袋或肉模内,根据产品包装形式分别在不同设备上完成。高温火腿由于罐容小,多采用手工定量装填,也可采用定量充填机进行; 低温膜装火腿,则使用塑料薄膜卷材在真空包装机中深拉成型后用手工称量填入,再覆以面材进行抽空热封包装。低温袋装或罐装火腿则不须采用充填机进行充填。
(2) 充填机的类型 充填机分卧式和立式两种类型。
卧式充填机,又称真空压装机,以荷兰Stork公司及Belam公司为代表产品,其结构较简单。
立式充填机的自动化程度和生产效率较卧式充填机高,充填质量也较好,特别是对肉模内衬以塑料袋需热封口的袋装低温火腿,由于卧式充填机无法避免在袋口沾染肉料而影响热封,因此最好使用立式充填机。立式充填机生产厂家不多,著名的有德国 Kare-Schnell (简称KS) 和荷兰Langen两家。
(3) 结构原理
①卧式充填机。以荷兰Stork protecon VP—24NVL型真空充填机为例,其机腔内部结构如图9所示。
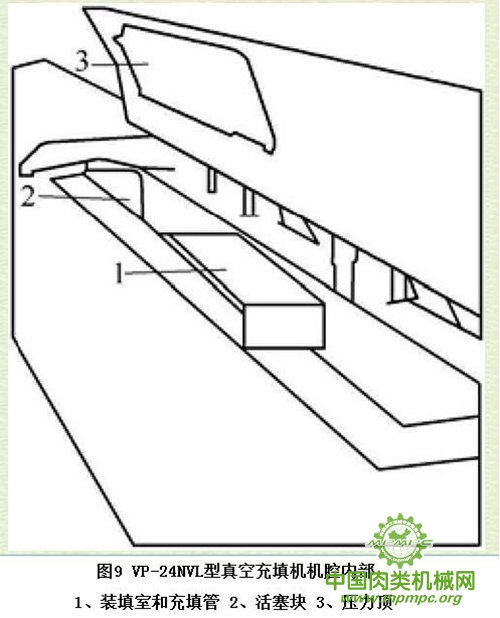
肉料用人工称量后,倒进充填机腔体的装填室中,充填时把预先衬以塑料袋的肉膜或空罐位套在充填管上,然后关闭充填机盖,使其处于密封状态,这时盖上的塑料压力板正好进横卧的肉膜或空罐内,充填过程始终保持一定的压力和真空,充填完成后,将真空释放,机盖自动打开,完成一个周期。其工作过程如图10所示。
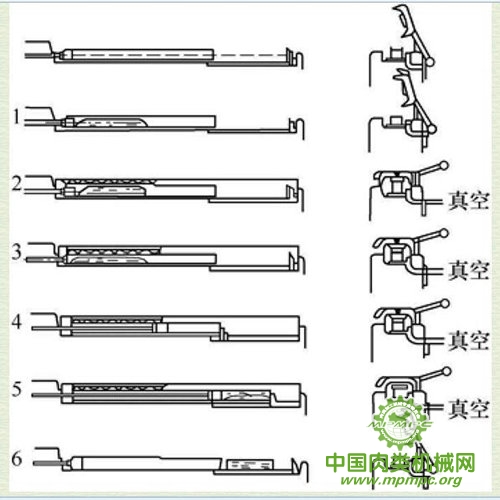
图10 卧式充填机工作过程示意图
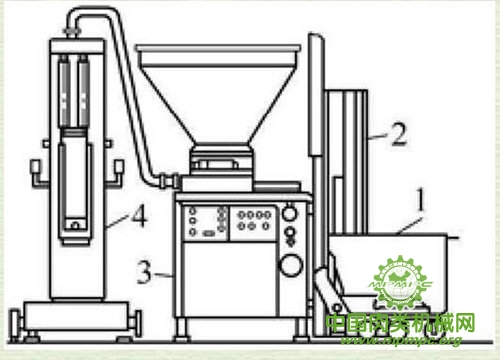
②立式充填机。以德国KSP10/573-370型真空充填机组为例。机组由P10/573型真空机和P370型装填机构、提升机构、肉车等共同组成[如图11(1)机组],真空充填机本身由进料斗、充填装置、真空泵、液压和传动装置等组成[如图11(2)真空充填机],其充填部分为在进料斗下部的内齿轮物料泵组成。
P370型装填机与充填机以物料管道连接,装填头内带有物料切断装置,装填完成后可将物料自行切断。
生产火腿时,肉料由提升机自动翻入充填机的进料斗中,通过旋转刮板均匀下降,然后进入内齿轮物料泵,物料泵内腔与真空管连接。物料由物料泵的出料管道压入 P370型装填机。其工作原理如图12所示。
该机配置有定量控制装置,控制板设有旋钮以调节充填速度和时间间隔,并具有数字显示。由于物料在内齿轮物料泵内的运送过程中,真空泵将物料中的空(氧)气抽吸去除,使充填后的产品具有较鲜艳的外观和长久的货架寿命。
P370型装填机在装填前先将罐模安放在放料盘的夹持装置上,放料盘由压缩空气气缸驱动,掀动按钮,放料盘上升,装填头即伸入罐模底部。在装填过程中,由于肉料压力对放料盘的作用力,使放料盘逐渐下落,待装满时,通过电气气路控制系统,装填头的闸刀即行关闭并停止工作,装填完成后,放料盘重新向下移动,恢复到起始位置。
(1)机组
(2)真空充填机
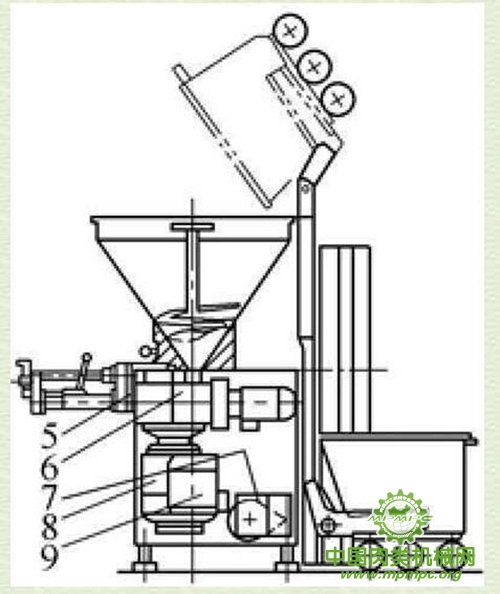
图11 德国KSP10/573-370 型真空充填机组
1—肉车 2—提升带 3—充填机 4—装填机 5—香肠打结装置 6—内齿轮物料泵 7—真空泵 8—液压传动装置 9—传动电机
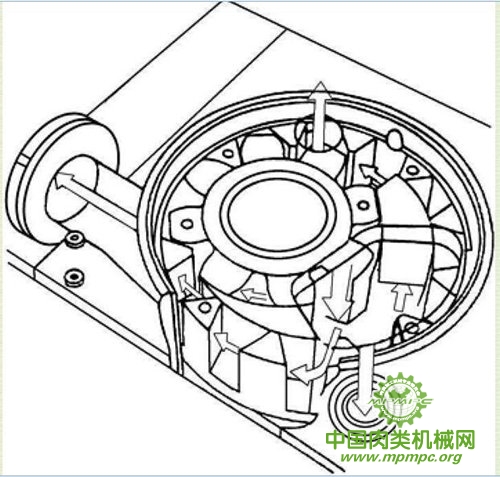
图12 P10/370 型真空充填机充填部分 (内齿轮物料泵)工作原理图
(4) 技术参数
①卧式充填机。见表7。
表7 卧式充填机技术参数
| 型号 | 荷兰Stork公司 | 荷兰Belam公司 | |
| VP-24NVL型 | MP6-CC型 | MP2-CC型 | |
| 生产能力/(罐/h) | 150 | 120 | 120 |
| 罐模最大长度/mm | 610 | 600 | 600 |
| 真空接口/mm | 50(2˝) | 48(7/4˝) | 48(7/4˝) |
| 空气接口/mm | 12.7(1/2˝) | 12.7(1/2˝) | 12.7(1/2˝) |
| 真空耗量/(L/罐) | 约120 | 185 | 185 |
| 空气耗量/(L/罐) | 约180 | 约200 | 190 |
| 工作压力/Pa | (5~7)×105 | (4.5~8)×105 | (4.5~8)×105 |
| 设备质量/kg | 600 | 约900 | 800 |
②立式充填机。见表8和表9。
表8 德国KS公司P10/573型真空充填机技术参数
| 项目 | 参数 | 项目 | 参数 |
| 生产能力/(kg/h) | 最大8000 | 真空装置功率/kW | 0.75 |
| 充填压力/MPa | 最大2.0 | 提升机功率/kW | 1 |
| 泵轮转速/(r/min) | 最大150 | 压缩空气压力/(MPa) | 0.6 |
| 漏斗容积/L | 300 | 压缩空气消耗量/(L/min) | 120 |
| 真空能力/(m3/h) | 25 | 设备质量/kg | |
| 传动功率/kW | 7.5 |
表9 P370型装填机技术参数
| 项目 | 参数 | 项目 | 参数 |
| 电气接线 | 2相,380V,50Hz | 压缩空气消耗量/(L/min) | 约35 |
| 气动连接 | 整机工作压力0.6MPa |
6、蒸煮冷却设备
(1) 功能 用于西式火腿的蒸煮和冷却。高温火腿和一般罐头都采用高压杀菌,其杀菌与冷却均在高压杀菌釜内完成。而低温火腿为达到低温巴氏杀菌效果,加热的温度较低,时间较长,蒸煮温度一般为70~78℃,使肉块中心温度达69℃,并维持20min 以上。蒸煮时间一般在4.5~6h,继而冷却到40℃以下,约需2.5h。
(2) 蒸煮冷却设备的类型 低温火腿的蒸煮与冷却设备有柜式和槽式两种类型。
①蒸煮冷却柜。其优点是占地面积小,容量大,操作简便,蒸煮与冷却可以在同一设备中进行。这种设备在欧洲已得到广泛应用,以丹麦Scanio公司的产品为代表。
②蒸煮冷却槽。采用蒸煮槽进行水浴蒸煮的优点是加热介质与产品直接接触,水循环使热传导均匀,温度控制稳定;且设备结构简单、造价低廉、投资少;故生产和使用的厂商较多,如荷兰Langen的K75型,法国的MC2000型、荷兰Balam的CV-1型蒸煮槽都属于这一类型。缺点是单台生产能力较低,热能损耗较大,蒸煮与冷却一般分开进行。
(3) 结构原理
①蒸煮柜。
a.总体结构:蒸煮柜具有两种类型,一种仅用于蒸煮,另一种是蒸煮与冷却兼用。蒸煮柜用不锈钢材料制造,其外壳以绝缘材料隔热,柜内顶部装有风扇及温度传感器。柜内底部或侧面安装有蒸汽加热管路。柜子容积的大小根据装容蒸煮架的数量而确定。
兼用于冷却的蒸煮柜,在柜的上方增加了冷却系统,由带喷嘴的喷淋管道组成,有的在柜内两侧安装了冷却夹套,夹套中通入氨或氟利昂等冷却介质进行强制循环。柜外的控制箱中安装微机和控制仪表,以及安全报警装置,分别对温度、蒸汽压力和风扇故障等进行报警。
b.工作原理:蒸煮柜采用两种方式加热:一种是蒸汽直接加热,饱和蒸汽由柜底部的蒸汽喷管直接喷入柜内。另一种是间接加热,由安装在柜内两侧的蒸汽盘管对内空气进行加热。柜上方的风扇使内空气强制循环,以使柜内温度分布均匀。
当装载有肉模或肉罐的蒸煮架推入蒸煮柜内后,关闭柜门,打开蒸汽调节阀及风扇,即进行蒸煮。蒸煮完成后,由冷却水进行喷淋冷却,水压为0.2~0.3MPa,喷淋水滴随同循环空气,确保产品冷却均匀。蒸煮冷却操作是通过微机进行控制,对蒸煮过程的温度,升温及杀菌时间、中心温度、电扇工作状态、冷却水进量、冷却时间等均可按预置程序进行全自动操作和记录。
c.技术参数:见表10。
表10 蒸煮柜技术参数
| 项目 | 参数 | ||||
| 容积(蒸煮架数) | 1 | 2 | 4 | 6 | 8 |
| 风扇数 | 1 | 2 | 4 | 6 | 8 |
| 电机功率/kW | 1.1 | 2.2 | 4.4 | 6.6 | 8.8 |
| 高压蒸汽耗用量/(kg/h)专用设备 | 50 | 100 | 200 | 300 | 400 |
| 低压蒸汽耗用量/(kg/h) | 50 | 100 | 200 | 300 | 400 |
| 空气耗用量/(L/min) | 30 | 30 | 30 | 30 | 30 |
| 强制冷却 | 7500 | 14000 | 28000 | 42000 | 56000 |
| 冷却水/(m3/h) | 1 | 2 | 4 | 6 | 8 |
| 高压蒸汽连接压力(max)/×105pa | 8 | 8 | 8 | 8 | 8 |
| 低压蒸汽连接压力/×105pa | 3.5 | 1~3.5 | 1~3.5 | 1~3.5 | 1~3.5 |
| 水连接压力/×105pa | 1.5~3 | 1.5~3 | 1.5~3 | 1.5~3 | 1.5~3 |
| 空气连接压力/×105pa | 3.5~7 | 3.5~7 | 3.5~7 | 3.5~7 | 3.5~7 |
②蒸煮冷却槽。
a.总体结构:蒸煮槽的槽体为长方形,用3mm不锈钢制作,外包隔热材料。槽体分隔为两个浴槽,槽内可以旋转两个蒸煮架,每台蒸煮架可容纳105只5kg肉模。蒸煮槽带有温度自动控制装置和调节系统,对蒸煮过程中的温度、时间进行监控,并对物料中心温度进行自动记录。
b.工作原理:蒸煮开始时,将装载火腿模罐的蒸煮架用起重机吊钩从上部吊入水槽中,然后加盖进行蒸煮,由蒸汽盘管对循环水进行加热。蒸煮完成后,将蒸煮架吊放入双列带有供水及溢流装置的开口冷槽中,用流动冷水进行冷却。
c.槽体尺寸
蒸煮槽的体积为:长:2750mm;宽:1500/1960mm;高:1510mm。
冷却槽的体积为:长:2450mm;宽:1300mm;高:1400mm。



