 服务热线:
服务热线:负压式生鲜食品包装机设计与试验
郑兆启1 马季威2 杜志龙2 许娜3 李培刚2 (1.中国农业大学工学院;2.中国农业机械化科学研究院;3.同方知网( 北京) 技术有限公司)
信息来源:《肉类机械装备》
发布日期:2019年第1期
发布日期:2019年第1期
摘要:针对目前国内人工包装生鲜食品劳动强度大、生产效率低等问题,设计了一种负压式生鲜食品包装机。该包装机由横封装置、切断机构、送膜机构和纵封装置等构成,能够一次性完成物料的输送、封膜包装作业,可适用多种规格生鲜食品的包装。通过FLUENT对后吸风盒流场分析,采用截面参数lA和lB分别为25mm和64mm的直角盒型,并经过试验确定后吸风盒吸风口静压为32Pa。张膜输送带通过调整偏心滚筒,保证上部输送带和下部输送带之间有足够的压力。样机试验表明: 包装机对于生鲜食品的包装速度为49.4包/min,包装率为99.4%,鼓包率为5%,基于负压式原理的负压式生鲜食品包装机达到了生鲜食品包装作业要求。
关键词: 负压;包装机;生鲜食品;设计;试验
引言
生鲜食品具有新鲜、美味、营养价值高的特点,需求量增长迅速,已占据食品总量相当大的份额。生鲜食品主要包括五大类型,即果蔬、水产品、肉类以及由西式生鲜制品衍生而来的熟食和面包等。我国生鲜食品产后包装机械化水平很低,主要依靠人工,劳动强度大,生产效率低,易产生食品安全问题,与欧美经济发达国家全程机械化相比,存在重大差距,严重制约生鲜产业健康发展,因此研制高效可靠生鲜食品包装机具有重要意义。
在生鲜食品的包装方法上,加工企业和超市最常用聚氯乙烯(Polyvinyl chloride,PVC) 膜和包装盒包装方法,在包装盒中放置生鲜食品,然后裹上一层PVC膜实现包装,包装成本低,可有效降低生鲜食品损失,并且外形美观。对于这种包装方式,全世界包装装备有负压式和四折膜板式两种型式。我国的生鲜食品包装机械目前还处于起步阶段,主要是人工包装或者使用简易封口设备包装。华联机械集团开发了一款面向超市的TW-550E型保鲜膜拼接机,恒温截切、收缩,由人工进行操作,属于简易包装设备,效率较低。文献对四折膜板式原理的生鲜食品包装机进行了研究,但仅处于专利形式,不够深入。目前国内尚未检索到基于负压式横封装置的枕式包装机相关研究报道。
2016年,意大利FABBRI公司将基于四折膜板式的生鲜食品包装机第一次引入我国,引进价格约为60万元,价格高昂,极大地提高了生产成本。在结构方面,负压式包装机主要采用机械机构,相对于四折膜板式在系统控制方面开发难度较小,因此本文设计一种负压式生鲜食品包装机,对关键部件进行分析和设计,并对样机进行试验测试,为后续市场化推广提供依据。
1 总体结构与工作原理
1.1 装置作业对象
本研究设计的负压式生鲜食品包装机主要使用的包装材料是目前人工包装水果、蔬菜、肉类等冷鲜产品广泛使用的PVC保鲜膜及包装盒,如图1所示。PVC保鲜膜主要用来包覆包装物品以及包装盒,PVC材料具有一定的自粘性,目前超市使用广泛。包装盒作为包装物品的主要承载体,通常为聚对苯二甲酸乙二醇酯( Polyethylene terephthalate,PET) 或者聚丙烯( Polypropylene,PP) 材质,具有强度高、质量轻、便于运输的特点。

图1 包装机所用包装盒和PVC膜
1.2 整机结构与工作原理
负压式生鲜食品包装机主要由送膜机构(张膜输送带) 、输送装置、纵封装置、切断机构以及横封装置(前吸风盒、辊子输送机和后吸风盒) 构成,能够一次性完成物料的输送、封膜包装作业。包装机采用模块化划分,通过功能分析,将各功能的实现由特定的机构来完成。包装机结构示意图如图2所示。其送膜机构位于机架的最前方,用于输送保鲜膜;输送装置位于机架的中轴线上,用于包装盒和包装物料的输送;纵封装置( 部分文献称之为中封装置) 位于机架中央,输送装置下方,用于完成保鲜膜的卷筒制袋成型以及纵向封合;切断机构位于机架上部,主要用于切断包装盒之间保鲜膜;负压式生鲜食品包装机的横封装置位于机架的后方,通过负压吸膜的方式完成保鲜盒前后保鲜膜的横封作业。
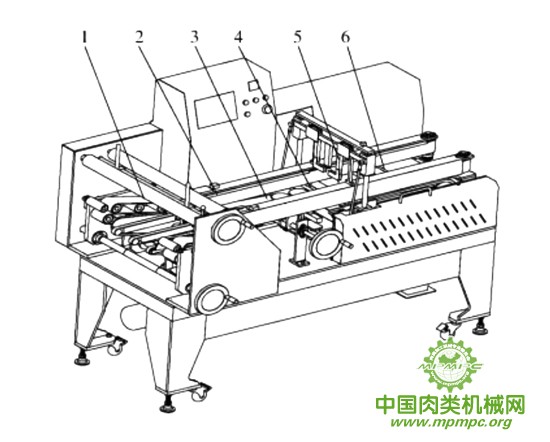
图2 包装机结构示意图
1.送膜机构 2.输送装置 3.纵封装置 4.前吸风盒 5.切断机构 6.辊子输送机和后吸风盒
包装机工作原理如图3所示,包装机作业时,保鲜膜放置于送膜机构上,通过送膜机构(张膜输送带) 滚筒牵引将保鲜膜输送到机架后方,装有物料的包装盒喂入到输送装置输送带上,此时包装盒上方就是保鲜膜,保鲜膜和包装盒同步向下一工位运动。当保鲜膜经过纵封装置,纵封装置将保鲜膜收紧,保鲜膜被收拢成筒形,完成保鲜膜的制袋成型,此时包装盒被包装在筒形的保鲜膜内。输送装置继续向前输送,切断机构完成前后2个包装盒之间保鲜膜的切断。切断后的保鲜膜分成两段,包装盒b的后部膜被吸入后吸风盒,包装盒a的前部膜被吸入前吸风盒; 输送装置带动包装盒继续前进,包装盒b 通过底部辊子输送机和后吸风盒配合实现后封膜,包装盒a通过刮板和前吸风盒实现前封膜,完成一个生鲜食品包装机横封的作业循环。
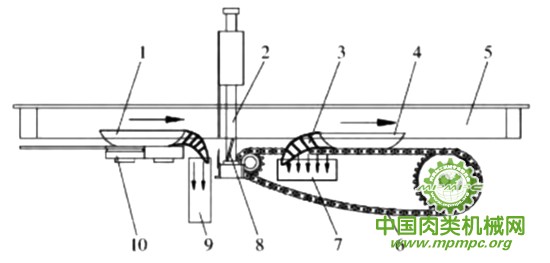
图3 工作原理图
1.包装盒a 2.切断机构 3.PVC 膜 4.包装盒 b 5.输送机构
6.辊子输送机 7.后吸风盒 8.刮板 9.前吸风盒 10.纵封装置
2 关键部件设计
2.1 后吸风盒和辊子输送机
后吸风盒和辊子输送机是实现包装盒后部PVC膜横封的核心部件,2个部件通过配合完成横封作业。
2.1.1 后吸风盒
后吸风盒为独立部件,其截面为矩形,后部有圆形的吸风口,在上部有矩形的进风口,其结构如图4a所示。后部圆形的吸风口用于连接离心风机,产生负压;上部矩形的进风口用于吸膜。包装机含有大量执行和传动机构,由于包装机其他机械结构的影响,后吸风盒的安装设计空间十分有限。在保证能够执行吸膜作用的同时,还要保证不能和辊子输送机等部件发生干涉,因此后吸风盒截面设计成类似矩形。后吸风盒主视图如图4b所示,选取后风盒横截面上部长度lA和下部宽度lB作为结构优化的关键参数进行优化。
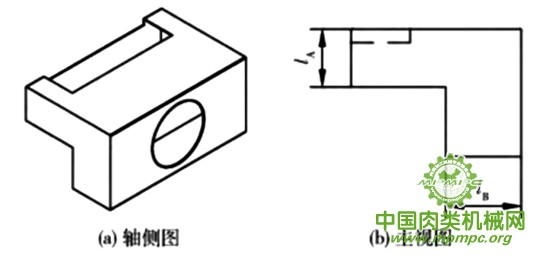
图4 后吸风盒结构简图
为明确吸风盒内部气室的流场分布规律,进行结构优化,利用计算流体力学软件Fluent对后吸风盒的流场进行计算机数值模拟。对后风盒流场进行流体仿真计算,必须对流体的流动状态判断及相关核心参数分析,判断流动是层流还是湍流,雷诺数定义为 公式(略)请参见杂志或下载电子版
式中 Re——雷诺数
d——特征长度,对于圆管流动取圆管的直径,m
v——空气流速,m/s
μ——动力粘度系数,Pa·s
ρ——流体密度,kg/m3
对于管道中的流动问题,当雷诺数大于2300时,应用湍流模型进行分析。对于后部圆形的吸风口,直径为87mm。我国规定的风机标准进口状态是指:工作介质为空气,压强为101.325kPa,温度为20℃,相对湿度为50%的湿空气状态,空气密度为1.2kg/m3。在后吸风盒流场的流体仿真中,将空气不视为理想气体,在计算中,空气的动力粘度系数μ在压强为101.325kPa、温度为20℃条件下,取值为1.8×10-5Pa.s。空气流速为26m/s,代入式(1) 计算可得后部圆形吸风口Re为1.5×105,远大于临界值2300,因此为湍流。
对于上部矩形的进风口,属于异形管道内的流动,特征长度取水力直径dH,其表达式为 公式(略)请参见杂志或下载电子版
式中 A1——过流断面的面积,m2
L1——过流断面上流体域固体接触周长,m
上部矩形的进风口取最大的进风面积,水力直径dH为0.075m,矩形进风口风速为8.4m/s,代入式(1) ,经过计算上部矩形的进风口雷诺数Re为4.2×104,因此也为湍流,最终选用湍流模型计算,将特征长度d和空气流速v等计算结果代入Fluent中进行流场计算。
湍流模型计算公式为 公式(略)请参见杂志或下载电子版
式中 φ——通用传输量
Γ——广义扩散系数
δ——流体速度矢量
S——广义源项
通过Fluent中Standard k-e模型进行流场分析,后吸风盒气流场速度矢量模拟结果如图5所示。整体上压强从圆形吸风口到矩形进风口逐渐降低,但是在拐角处由于小区域的旋流导致压强发生一定的突变; 在后吸风盒靠近圆形吸风口的最上部和最下部所形成的压强最大;对于矩形进风口处的压强,其吸膜强度随远离吸风口逐渐降低,形成一定不同压强层。优化前后吸风盒矩形进风口处压强为-329~-45Pa,经过Fluent仿真优化计算得出,后吸风盒在截面参数lA和lB分别为25mm和64mm时,矩形进风口处压强为-948~-156Pa,此结构参数下能取得较好的吸风口压强效果。
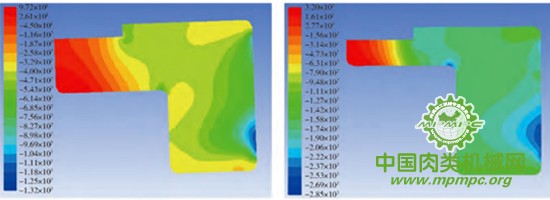
图5 后吸风盒气流场速度矢量图
2.1.2 辊子输送机
辊子输送机结构如图6所示。后吸风盒吸风口为敞开式结构,后吸风盒安装于辊子输送机前部。辊子输送机主要由单排滚子链、托辊、主动链轮和从动链轮组成,其中单排链上的托辊有连续11节不安装。
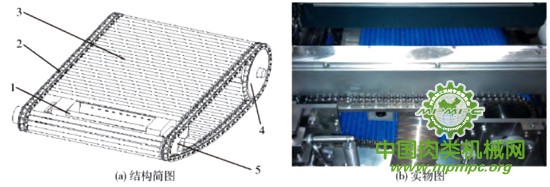
图6 后吸风盒和辊子输送机结构示意图
1.后吸风盒 2.单排滚子链 3.托辊 4.主动链轮 5.从动链轮
包装机伺服电机转速n1=2700r/min,经减速器变速后,辊子输送机主动轴转速n2=180r/min。主动链轮齿数z1=31,从动链轮齿数z2=13,传动比i=2.38。根据实际工作状况选取链条型号为08A,节距P为12.7mm,则滚子链的速度为
由式(4) 计算得出滚子链的平均速度v2=0.98m/s。
输送机构带动包装盒运行速度为v1= 0.35m/s,滚子链运行速度v2大于包装盒运行速度v1,滚子链的平均速度能够实现对包装盒后部PVC膜的折叠,满足横封装置包装工艺要求。
包装机包装物品运行周期T= 1.2s,一个周期滚子链需要运转一圈,则链长为 公式(略)请参见杂志或下载电子版
L= v2T (5)
由式(5)计算得出滚子链的链长为L=1.18m。
2.1.3 裹膜过程力学特性分析
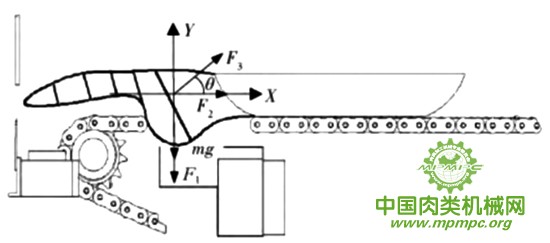
图7 PVC膜受力分析简图
对包装盒后部PVC膜的受力状况进行力学特性分析,如图7所示。当包装盒运动到特定位置时,切刀切断前后包装盒之间的PVC 膜。此时PVC膜主要受力有后吸风盒的吸力F1、托辊的推力F2、拉伸的PVC膜剪断时的弹力F3,以及自身重力mg,图中θ为弹力F3与X轴的夹角。其中 公式(略)请参见杂志或下载电子版
F1=pA2 (6)
式中 p——后吸风盒吸风口静压(真空度) ,Pa
A2——PVC 膜受力面积,m2
Δl——PVC膜拉伸长度,m
l——PVC膜原长,m
E——PVC膜弹性模量,Pa
A3——PVC膜横截面积,m2
PVC膜能被顺利吸入到后吸风盒中的必要条件为 公式(略)请参见杂志或下载电子版
式中 Fy——PVC膜受到的Y方向合力,N
Fx——PVC膜受到的X方向合力,N
由以上力学分析可知,包装盒后部PVC膜的裹膜过程,需要通过作用力Fy实现吸膜,而作用力Fy主要是通过风机后吸风盒吸风口静压来实现,因此风机后吸风盒吸风口静压为最重要影响因素。
以横封率为试验指标,后吸风盒吸风口静压对横封率的影响如图8所示,包装盒后部横封率随静压的增大而增加。当风口静压大于32Pa,包装盒后部横封率达到100%;而当风口静压小于8Pa,包装盒后部横封率则低于91%;当关闭风机,直接使膜自然下落,包装盒后部横封率为40%,这主要是因为PVC 膜本身弹性模量非常低,在自身重力的作用下,PVC膜切断后会自然下落,拖到包装盒尾部,有可能进入风盒中,因此也有一定的横封率。因此,优选后吸风盒吸风口静压为32Pa。
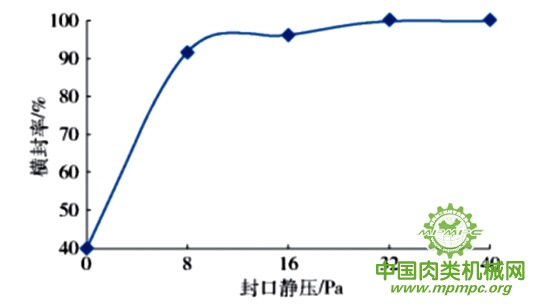
图8 不同风口静压时的横封率变化曲线
2.2 张膜输送带
送膜机构是将保鲜膜输送和进行一定程度上的拉伸操作的机械装置。对于负压式生鲜食品包装机,送膜功能主要由送膜机构的张膜输送带完成,张膜输送带也是送膜机构的主要部件。张膜输送带主要由4个偏心张紧滚筒、主动滚筒、2个托辊组成,如图9所示。主动滚筒位于张膜输送带最后方,作为动力滚筒,提供动力;2个托辊位于下部输送带的中间,本身不可以调节,起支撑作用;4个偏心张紧滚筒分别位于下部输送带的最前方,上部输送带全部由偏心滚筒支撑,通过调整4个偏心滚筒,保证上部输送带和下部输送带之间有足够的压力。作业时保鲜膜需要在原有宽度上进行一定程度的拉伸,拉伸主要靠张膜输送带完成。张膜输送带夹紧保鲜膜,具体拉伸程度需根据使用的包装盒和保鲜膜型号决定,本机使用300~400mm的PVC膜。
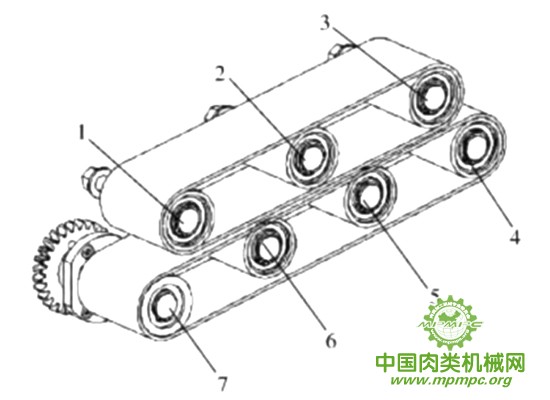
图9 张膜输送带结构示意图
1、2、3、7.偏心张紧滚筒 4.主动滚筒 5、6.托辊
2.3 切断机构
前后包装盒之间PVC 膜的切断由切断机构完成,凸轮连杆式切断机构如图10所示,从图中可以看出,切断机构是以一个盘形凸轮为原动件,通过多连杆带动上刀座、下切刀实现对PVC膜切割运动的机构。凸轮G为升-停-降型盘形槽凸轮,从动件为简谐运动规律,柔性冲击并且最大加速度相对较小。
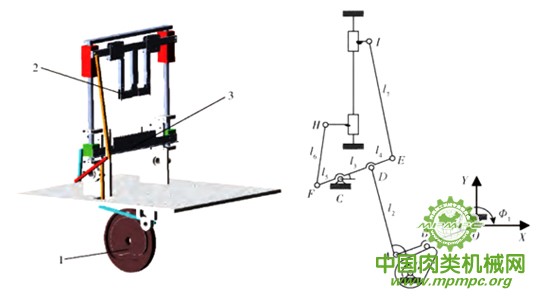
图10 切断机构模型
1.槽凸轮 2.上切刀座 3.下切刀
通过ADAMS的二次规划算法(OPTDESSQP)进行优化后,凸轮连杆式切断机构的参
数组合如表1所示。
表1 机构运动有关参数
| 参数 | 数值 | 参数 | 数值 |
| 摆杆OA的长度l1/mm | 257 | 连杆EI的长度l7/mm | 360 |
| 连杆AD的长度l2/mm | 154 | 摆杆OA的初始相位角Φ1/( °) | 171.22 |
| 摆杆EF的CD段长度l3/mm | 90 | 凸轮G的角速度ω/(rad·s-1) | 5.2124 |
| 摆杆EF的CE段长度l4/mm | 139.5 | 摆杆OA的升程回程转角λ/(°) | 17.6 |
| 摆杆EF的CF段长度l5/mm | 40 | 凸轮G的升程转角η/(°) | 72.6 |
| 连杆FH的长度l6/mm | 102.8 | 凸轮G的回程转角η'/(°) | 72.6 |
3 性能试验
3.1 设备与材料
负压式生鲜食品包装机在中国农业机械化科学研究院国家农产品加工技术研发中心农产品加工装备分中心进行试验。该试验采用自行设计的试验样机,如图11所示。包装机的主动轴由2台伺服电机(ELTA ECMA-C10804R7型,3000r/min)驱动,由伺服驱动器(ASD-A2-0421-M型)控制并驱动伺服电机,前吸风盒和后吸风盒各配套2台吸气风机(GIMPOX PF-125-1型,220V,最大静压0.7kPa),吸气风机转速由变频器(Siemens MM420)进行控制。
试验材料为包装机使用的PET包装盒和PVC保鲜膜(恩希爱M-350),包装物品为市场采购的新鲜蔬菜。

图11 包装机样机
3.2 试验方法和指标
由于生鲜食品包装机目前在国内还属于起步阶段,我国还没有制定生鲜食品包装机械性能试验方法的国家标准,因此针对本文设计制造的负压式生鲜食品包装机,选取包装率、鼓包率和包装速度3个生鲜食品生产企业最重视的问题作为考察包装机作业质量和工作性能的指标。包装机作业试验中,包装速度、包装率和鼓包率从不同角度反映装备的作业性能。包装率和鼓包率主要反映装备的包装质量,包装速度主要反映装备的生产能力和生产效率。
包装率,是指在包装过程中包装盒的纵封和横封都能顺利完成,计算公式为 公式(略)请参见杂志或下载电子版
鼓包,是指在包装过程中包装盒的纵封和横封都能顺利完成,但是包装的PVC膜内部出现鼓包现象,鼓包率计算公式为 公式(略)请参见杂志或下载电子版
包装速度,是指在包装过程中包装盒每分钟能够包装的包装盒数量,计算公式为 公式(略)请参见杂志或下载电子版
式中N1——包装机作业后成功包装的包装盒数量,包
N2——包装机作业后出现PVC 膜鼓包的包装盒数量,包
N——包装机作业后总的包装盒数量,包
t——包装机作业时间,min
3.3 试验结果与分析
负压式生鲜食品包装机包装效果如图12所示,对于目前农产品加工企业最常用的2016盒型、3010盒型和1910盒型分别进行包装试验,包装机均能达到良好的包装效果。同时将包装机包装和目前超市人工包装的产品进行包装效果对比,如图13所示,从图中可以看出,人工包装产品背部撕扯痕迹明显,PVC膜有翘起现象;而对于包装机机器包装产品背部PVC膜接缝整齐,切口平直,PVC膜完全贴合包装盒底部,包装机机器包装效果好于人工包装。

图12 样机包装效果
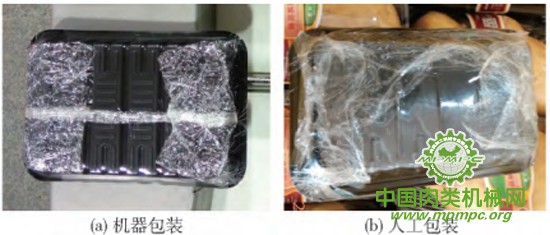
图13 机器和人工包装效果对比
负压式生鲜食品包装机样机试验结果如表2所示,样机对于生鲜食品的包装速度为49.4包/min,满足生鲜食品包装机包装作业的速度设计要求,生产效率可代替食品加工厂8~10个工人。包装率为99.4%,鼓包率为5%,均在可接受范围内,样机的作业质量指标均满足设计要求。负压式生鲜食品包装机价格比国外同类机型降低20%~30%。试验表明,基于负压式原理的生鲜食品包装机,可以较好的满足生产企业的需求。
表2 样机试验结果
| 序号 | 包装率/% | 鼓包率/% | 包装速度/(包·min-1) |
| 1 | 99 | 5 | 50 |
| 2 | 100 | 8 | 49 |
| 3 | 98 | 4 | 48 |
| 4 | 100 | 3 | 50 |
| 5 | 100 | 5 | 50 |
| 均值 | 99.4 | 5 | 49.4 |
4 结论
(1) 设计了一种负压式生鲜食品包装机,确定了包装机整机结构,降低了劳动强度,为生鲜食品包装提供了设备平台。
(2) 通过理论分析和性能试验,确定了生鲜食品包装机关键部件的结构及工作参数:通过Fluent流场分析,后吸风盒采用直角盒型,在截面参数lA和lB分别为25mm和64mm时,能取得较好的吸风口压强效果,并通过试验确定后吸风盒吸风口静压为32Pa;张膜输送带通过调整偏心滚筒,保证上部输送带和下部输送带之间有足够的压力;对凸轮连杆式切断机构通过ADAMS进行结构优化设计。
(3) 负压式生鲜食品包装机样机试验表明,包装机可满足多种规格食品的包装,并且包装效果优于人工包装。样机对于生鲜食品的包装速度为49.4包/min,包装率为99.4%,鼓包率为5%,基于负压式原理的负压式生鲜食品包装机达到了生鲜食品包装作业要求。
免责与声明
1.凡注明有“【独家】”的内容,其所有权均属“中国肉类机械网”所有。
2.凡转载本网“【独家】”内容,需与本网联系,并注明信息来源“中国肉类机械网”,违者将追究法律责任。
3.凡本网编辑转载的信息内容,旨在传递更多信息,并不代表本网赞同其观点和对其真实性负责。
4.如涉及作品内容、版权和其它问题,请在15日内与本网联系,我们将在第一时间删除内容并表示歉意!
5.版权&投稿热线:电话:010-88131969,传真:010-88131969,邮箱:mpmpcweb#126.com(注#换成@)
2.凡转载本网“【独家】”内容,需与本网联系,并注明信息来源“中国肉类机械网”,违者将追究法律责任。
3.凡本网编辑转载的信息内容,旨在传递更多信息,并不代表本网赞同其观点和对其真实性负责。
4.如涉及作品内容、版权和其它问题,请在15日内与本网联系,我们将在第一时间删除内容并表示歉意!
5.版权&投稿热线:电话:010-88131969,传真:010-88131969,邮箱:mpmpcweb#126.com(注#换成@)